

Phân loại:제품 정보
M12 방수 원형 커넥터 나사 토크 제어 방법 : 너트 출력 토크를 조인 후 건설 차량용 4 축 전륜 및 후륜 U 볼트 조임 기계의 실제 생산과 결합 된 나사 연결 및 요인 분석에 미치는 영향 (디스플레이 화면의 작동의 주요 모니터링 및 제어는 토크 값을 표시), 너트 토크를 감지하는 디지털 토크 렌치는 지정된 토크 값 요구 사항 및 동적 토크 및 정적 토크 테스트 및 통계적 방법에 의한 토크 제어 프로세스의 차이 분석의 과정에 부합하지 않습니다. 동적 토크와 정적 토크의 차이를 테스트 및 분석하고 통계적 방법을 통해 토크 제어 값을 얻고 동적 토크와 정적 토크의 개념을 토크 제어 프로세스에 도입하고 토크 제어 방법을 설정하고 제품 생산의 품질 관리 프로세스에 적용합니다. 나사산 연결은 볼트 축 방향 축력을 통해 두 부품을 연결하여 두 부품을 연결하고 기계 제품에서 일반적으로 사용되는 연결이며, 볼트 축 방향 축력은 연결 강도, 나사산 부 풀림 방지, 연결된 부품 사이의 밀봉 등에 직접적인 영향을 미치며 안정적이고 적절한 크기의 축 방향 축력은 안정적인 연결을 위한 전제 조건입니다. 실제로 볼트 축방향 체결력을 직접 측정하는 것은 편리하지 않으므로 일반적으로 적절한 축방향 체결력을 얻기 위해 볼트 토크를 제어해야 합니다. 엔지니어링 차량의 앞뒤 차축과 강판 스프링 조립 공정, 라이딩 볼트와 너트의 사전 조임, 커플 링, 나사산 바이스, 작동 방법 등이 안정적인 상태인지 확인하는 경우, 전기 조임 기계를 사용하여 측정 할 너트를 조인 다음 디지털 토크 렌치를 통해 토크 값을 감지하면 토크 값이 일관되지 않고 공정 요구 사항의 토크 값에 도달 할 수없는 것으로 밝혀졌습니다 (예 : 표 1). 이 백서에서는이 문제의 감지를 분석하고 문제에 대한 해결책을 제안합니다. 전제 조건: 1. 공정 규정 토크: 200N.m ~ 250N.m; 2. 조임 기계 설정 토크 값: 250N.m
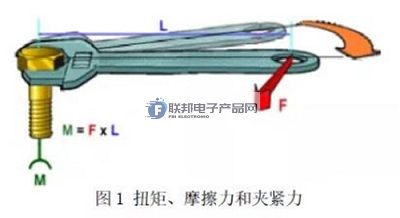
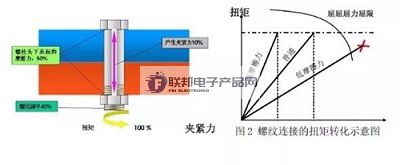
첫째, 그림 1에 표시된 토크, 마찰 및 클램핑 력 관계의 토크 분석에 영향을 미치는 요인 : 토크 (M) = 힘 (F) × 힘 암 (L) 토크 및 조임 기술의 원리에 따라 그림 2에 표시된 토크, 마찰 및 클램핑 력 관계에 따라 토크, 마찰 및 클램핑 력 관계. 볼트는 스트레치의 조임에서 연결에 클램핑 력을 생성하고 조립 공정에서 클램핑 력의 연결에 필요하며 조임 공정에서 일반적으로 토크의 90 %가 마찰에 의해 소비되고 토크의 10 %만이 클램핑 력으로 변환됩니다. 그러나 실제 조립 과정에서 클램핑 력을 측정 할 수 없으며 감지하기 어렵고 토크를 측정 할 수 있습니다. 1, 측정을 통한 마찰의 영향 : 마찰 변화는 커넥터의 클램핑 력에 40 %의 변화를 가져올 것입니다. 토크 제어 분석 방법에서 나사산 연결시 볼트 축 방향 예압 F와 조일 때 적용되는 조임 토크 T는 관계에 비례합니다. T = KF로 표현되는 K는 토크 계수이며, 그 값의 크기는 주로 접촉면과 나사산 톱니 사이의 마찰 저항에 의해 결정됩니다. 일반적으로 K 값은 약 0.2 ~ 0.4 사이이며 때로는 0.1 ~ 0.5 사이에 도달하므로 토크에 대한 마찰 저항의 변화, 즉 커넥터의 두 가지 다른 마찰 저항을 조이기 위해 동일한 설정 토크 값을 사용하면 차이로 얻은 볼트 토크가 매우 크고 최대 두 배 이상 큽니다. 다른 너트 상태의 사용, 마찰이 다르며 토크가 변경됩니다. 2, 연결 모드
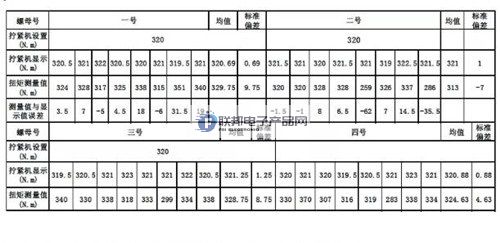
연결 방법은 하드 연결, 중립 연결 및 소프트 연결로 나뉩니다. 테스트를 통해 연결 본체의 탄성 계수가 다르고 표면 처리 방법과 처리 방법이 다르며 토크 계수 K 값이 토크 계수에 큰 영향을 미치므로 토크에 영향을 미치는 것을 알 수 있으며, QC/T518-2007 자동차 나사 패스너 조임 토크 사양 요구 사항에 따라 8.8 등급 M14 × 1.5 볼트, 볼트 토크, 토크는 146N.m ~ 206N.m, 테스트 및 통계 분석 및 계산을위한 하드 연결, 중립 연결 및 소프트 연결 부품 설치를 통해 정적 토크는 하드 연결시 156N.m ~ 248N.m, 소프트 연결시 정적 토크는 156N.m ~ 156N.m임을 확인할 수 있습니다. 테스트 및 통계 분석 및 계산의 연결 및 연결 부분, 하드 연결 정적 토크 156N.m ~ 248N.m, 중립 연결 정적 토크 141N.m ~ 247N.m, 소프트 연결 정적 토크 108N.m ~ 262N.m의 토크에 미치는 영향 테스트를 통해 ± 27.2 %의 토크에 미치는 영향을 확인했습니다. 조임 과정에서 연결의 볼트 축 방향과 연결된 부품의 변형이 클수록 "소프트"의 연결이 더 크고 그 반대의 경우 "하드"가 더 많으며 실제 굴곡에서 30 ° 미만의 조임 각도의 하드 연결, 720 ° 이상의 조임 각도의 소프트 연결이지만 대부분의 경우. 실제로 하드 연결의 조임 각도는 30 ° 미만이고 소프트 연결의 조임 각도는 720 ° 이상이지만 대부분의 연결은 30 ~ 720 ° 사이의 조임 각도를 가진 중립 연결입니다. 그림 3 : 3의 충격 토크에 대한 연결 모드, 토크 조립 공정 진동에 영향을 미치는 기타 요인; 공작물의 상태 (조립 피팅 변경, 조립 부품의 크기 변경); 구멍이 잘못 정렬되고 정렬되지 않은 부품 (예 : 그림 A, B), 부품이 맞지 않음 (예 : 그림 C 볼트가 너무 길다) 힘의 조임에 균일하지 않아 토크 값에 심각한 영향을 미칩니다. 관련 부품이 제자리에 조립되지 않았고, 고정 장치 및 피팅이 제자리에 있지 않아 동일한 고르지 않은 힘으로 조여 토크 값에 영향을 미칩니다. 조임 정확도, 측정 시간, 인력 상태(힘의 크기, 힘의 균일성, 제자리 상태 인식 등). 볼트 직경, 연결된 부품의 표면 마찰 계수, 나사산 마찰 계수 및 연결 모드가 결정되었으며, 전기 조임 기계 조임 너트 출력 토크 및 너트 토크 값을 감지하는 디지털 토크 스패너가 이유와 일치하지 않는 경우, 수율 분석은 동적 토크와 정적 토크가 충격을 생성하는 것입니다. 둘째, 동적 토크, 정적 토크 및 정적 토크에 영향을 미치는 요인 - 수동 조임 도구는 볼트를 조이고 볼트 조임 방향이 점차적으로 토크를 증가시켜 볼트가 다시 한 번 순간의 조임 동작을 생성 할 때까지 기록 된 토크 값은 방금 생성 된 움직임, 즉 정적 토크를 생성했습니다. 얻은 토크를 측정하는 데 사용되는 토크 스패너와 같은 것입니다. 동적 토크 - 결국 조임 공정의 자동 조임 도구 또는 비틀림 공정의 토크 값입니다. 특수 차량 작업장 4축 프론트 및 리어 액슬 U-볼트 조임 기계와 같은 토크의 최종 표시가 동적 토크입니다. 일반적으로 조임 사양은 동적 토크입니다. 동적 토크와 정적 토크에는 차이가 있으며, 때로는 둘 사이의 차이가 최대 30% 이상일 수 있습니다. 차이를 유발하는 주요 요인으로는 소프트 본딩 포인트(개스킷 및 씰), 조임 시간, 공작물의 상태(사용 여부), 작업자의 상태(힘, 힘 균일성, 제자리 상태 인식 등) 등이 있습니다. 동적 토크와 정적 토크를 추가로 감지하고 분석하기 위해 스틸 렌치 스프링 및 관련 부품을 설치하지 않고 기수 볼트에 장착된 오아이 플레이트만 사용하여 위치를 지정한 다음 너트를 가져오는 경우 다음 표 2와 같이 조임 기계로 조인 후 토크 테스트를 수행합니다:
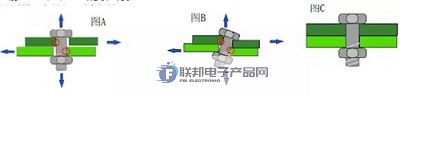
표 2에서 볼 수 있듯이 동일한 출력 설정 값, 조임 기계는 동적 토크 값과 측정된 정적 토크 값이 동일하지 않지만 동적 토크가 정적 토크보다 더 정확하고 반복성이 더 강하다는 것을 보여줍니다. 프론트 및 리어 액슬 강판 스프링 자키 볼트의 비틀림 토크를 올바르게 제어하기 위해 추가 실험, 통계 분석, 정적 토크 검사 및 조임 기계의 개발을 통해 생산 공정에서 구현하고 추적 및 검증 후 동적 토크를 설정하여 강판 스프링 자키 볼트의 비틀림 토크가 효과적으로 제어되었습니다. 셋째, 비틀림 토크 제어 1. 100개의 실제 토크 측정 수집의 올바른 평가의 정적 토크 값, 그리고 통계 분석의 도움으로 표준 편차 s를 찾은 다음 조립의 실제 상황에 따라 ± 2초 또는 ± 3초로 굴곡의 상한 및 하한 제어 범위로 테스트, 볼트 연결의 조임 효과 평가로 사용되며 정적 토크의 측정 값은 설정된 굴곡 범위의 상한 및 하한에 있어야 합니다. 그러나 정적 토크 값을 개발하는 과정에서 인력, 시간 제약으로 인해 각 체결 볼트를 100 회 측정 할 수 없으므로 올바른 토크를 얻을 수있을뿐만 아니라 정적 토크 값을 빠르고 편리하게 개발하기 위해 다음 경험적 공식 (T : 그림의 중간 값, a : 공차 그림, So : 중간 값 확인, b : 공차 확인) So 및 정적의 중간 값의 정적 검사를 통해 계산할 수 있습니다. 공차 b, 일반 글로벌 정적 토크 사양 릴리스 및 업데이트 프로세스 (NOA 번호 GGAS-345) 공차 변경 ≤ 35 %, 정적 토크 값의 확인을 결정하기위한 계산 요구 사항의 ≤ 15 %의 중간 변화와 결합 2. 표 3과 같이 사용되는 제어 및 검사 범위의 실제 생산 비교로 동적 토크 및 정적 토크 토크 테이블을 준비합니다.
3. 정적 토크 테스트를 위한 사양 개발. IV. 결론 강판 스프링 라이딩 볼트 조임은 자동차 조립 토크 제어의 초점 중 하나이며, 적격 토크 제어는 조립 품질에 중요하지만 실제 생산, 특히 대량 생산 토크 제어 과정에서 토크에 영향을 미치는 더 많은 요소가 토크의 영향 분석을 통해 동적 토크와 정적 토크 사이의 관계를 찾고 회사의 품질 관리 QCOS 구현에 사용되는 수율을 촉진하기 위해 복잡한 작업이며 다음을 위해 다음과 같은 작업을 수행합니다. 생산에서 실제 볼트의 토크를 제어하는 문제를 해결하고 제품 품질의 안정성을 향상시킵니다.
2, 제품 소개 및 판매와 관련된 연방 전자 제품 네트워크 플랫폼에서 제품 개요 : 연방 전자 제품 네트워크-모든 종류의 [커넥터 | 하네스 | 와이어 및 케이블 제품]의 전문 에이전트 / 생산 / 판매; 관련 [커넥터 | 하네스 | 와이어 및 케이블 제품] 구매 / 소싱 요구 사항이 있거나 커넥터 | 하네스 | 와이어 및 케이블 제품 솔루션을 구매 / 이해하려면 아래 비즈니스 직원에게 문의하시기 바랍니다; 관련 [커넥터 | 하네스 | 전선 및 케이블 제품] 판매 / 리소스 및 프로모션 요구 사항이 있는 경우 "¡¡ 비즈니스 협력 ←"을 클릭하여 담당자와 논의하십시오!
“Không có sự đồng ý hoặc ủy quyền từ trang web này, không ai được sao chép, in lại, phân phối, trích dẫn, thay đổi, phát sóng hoặc công bố nội dung toàn bộ hoặc một phần dưới bất kỳ hình thức nào, cũng không được có bất kỳ vi phạm bản quyền nào của trang web này.












